NEXT-FOIL Next generation conductive solar foil for flexible photovoltaics
Next generation photovoltaics (PV), based on organic or hybrid perovskite absorbers, can be fabricated into lightweight and flexible modules. This makes them attractive for integration in building façades, in the mobility sector and in numerous consumer products. Flexible organic PV are pursued by a number of companies and mark efficiencies above 13%. Hybrid perovskite solar cells represent a comparatively new technology, but with soaring efficiencies above 20% for flexible devices. Both technologies rely on substrates coated with a transparent electrode that serves multiple functions: (i) it has high optical transmittance so that light can attain the photon absorption layer, (ii) low sheet resistance for unimpeded charge carrier collection and transport, (iii) selectivity with regard to the extraction of electrons or holes from the device and (iv) chemical and mechanical stability. For flexible PV, ITO (indium tin oxide)-coated polyethylene terephthalate (PET) is by far the most common substrate, despite ITO’s high cost, relatively high sheet resistance and poor mechanical stability.
The main innovation of the NEXT-FOIL project, leading to the advancement of the state-of-the-art in flexible PV, is the replacement of the ITO-coated transparent and conductive foil with an alternative that features an improved performance/cost ratio. This alternative conductive foil concept is based on dielectric/metal/dielectric (DMD) multilayers, sputtered at industry-compatible deposition rates. In such multilayers, the sheet resistance is determined by the thin (5-15 nm) metallic layer, which can be silver (Ag), copper (Cu) or gold (Au). Due to its small thickness and inherent low optical absorption, this metallic layer retains much of its transparency. By sandwiching the metal between two dielectrics of appropriate thickness and refractive index, the transparency can be enhanced due to minimization of the reflection losses. The chosen dielectrics play a pivotal role in the device functionality, as they also determine the energy barriers for electrons and holes, making the foil suitable as cathode or anode in a device.
As dielectrics in NEXT-FOIL we used single and mixed refractory metal oxides of TiO2 and MoO3. While TiO2-based oxides with low electron affinity, are suited for electron extraction, MoO3-based oxides are employed for efficient hole extraction. It was anticipated that in mixed oxides, the chemical and electronic properties can be tuned to fit specific device requirements in processing and energy band alignment. As metals, Cu and Ag offer optimal performance/cost ratio. To demonstrate the industrial relevance of the DMD-foils, the project planned to fabricate a DMD anode and cathode by a roll-to-roll sputter process, as well as to use the DMD-foil for the fabrication of efficient hybrid perovskite solar cells.
Ausgangssituation
The market of conductive foils for PV (as well as for optoelectronic devices like organic LEDs) is dominated by ITO on PET. Other transparent electrodes strive to make their way to commercialization, such as the Ag nanowire (NW) films, which have already entered the market. In an effort to protect their market share, ITO suppliers have slashed prices and minimized profits. But experts see an end to the consolidation phase, with unprecedented opportunities for ITO alternatives in large-area, flexible applications, such as the organic and perovskite PV and optoelectronic devices, which demand characteristics that ITO cannot deliver (e.g. mechanical stability and very low resistance).
Currently, ITO foils for PV have 15-40 Ω/sq. and cost that largely varies between 30 and 200 €/m2, depending on the quantity, quality and the country of production. Assuming a PV module efficiency of 10%, the costs of the ITO foil alone reach at least 0.30 €/Wp. Only a fraction of the ITO foil cost is ascribed to the cost of the raw material. The largest part comes from the low production throughput, as thick ITO films are needed to decrease the resistance to the required benchmark. Printed Ag-NWs are currently available at 30 €/m2, for foils with 25 Ω/sq. and 85% transmittance. Issues encountered with Ag-NW films, though, relate to poor adhesion on the substrate and chemical instability.
The DMD electrodes proposed in NEXT-FOIL, based on TiO2 and MoO3 dielectrics and Ag and Cu as metals (with metal thickness below 15 nm) offer a competitive performance/cost figure-of-merit compared to ITO, ease of processing and a clear advantage in terms of mechanical stability and functionality.

Projektverlauf
The project structure reflected the expertise of the individual partners. At the same time, it enabled the
necessary synergies between the partners that would lead to the rapid achievement of the milestones and the final goals. AIT tackled the design, simulation and experimental realization of the DMDs, PLANSEE developed the sputter targets for the high throughput deposition and SOLARONIX used the developed electrodes to fabricate efficient perovskite solar cells.
The project run for a total of 30 months. Apart from WP1, concerning the project management, the technical part of the project was separated into 3 WPs. WP2 concerned the development of the sputter targets and the evaluation of the sputter deposition of the dielectrics. This is the field of activity of PLANSEE. PLANSEE was supported by the AIT for what concerns complementary experiments on sputter deposition and film characterization.
The successful work on WP2 enabled the fast ramping-up and steady progress in WP3, which dealt with the development of the solar foil through optical simulations and experiments. WP2 and WP3 were strongly intertwined and run in parallel. WP3 was tackled by AIT. The developed oxide targets (WP2) were used in WP3 to sputter the DMD electrodes at AIT and to characterize them using a wide range of techniques – optical, electrical, structural, mechanical, etc. The experiments were supported by compehensive optical simulations. The compatibility with industrial R2R processing requirements were tested at the subcontractor Sunplugged. Sunplugged received the oxide targets from PLANSEE and implemented the sputter deposition recipes from AIT to produce the rolls of electrodes (anode and cathode). These were supplied to SOLARONIX and AIT for the processing of the perovskite cells and modules – a critical task in WP4.
WP4 tackled the use of the solar foil for the concrete application of perovskite solar cell/module development. This WP was led by SOLARONIX. At the initial stage of this WP, SOLARONIX and AIT processed perovskite cells on small scale substrates coated with anode and cathode electrodes provided by AIT. AIT and PLANSEE also supported with materials characterization. The performance of the cells was evaluated at AIT and SOLARONIX and correlated with the performance of the electrodes.
Meilensteine
- Dissemination through conferences /publications /proceedings
- Development of MoOx- and TiOx-based sputter targets
- Development of mixed oxide sputter targets
- Development of DMD-based foil serving as solar cell anode
- Development of DMD-based foil serving as solar cell cathode
- Fabrication of perovskite solar cell on the DMD anode or cathode
- Fabrication of perovskite mini module on the DMD anode or cathode
"Flexible transparent electrodes, based on abundant and stable materials, will have a major impact on the cost, performance and functionality of modern photovoltaics and optoelectronics."
– Theodoros Dimopoulos –
Ergebnisse
The main results of the project are:
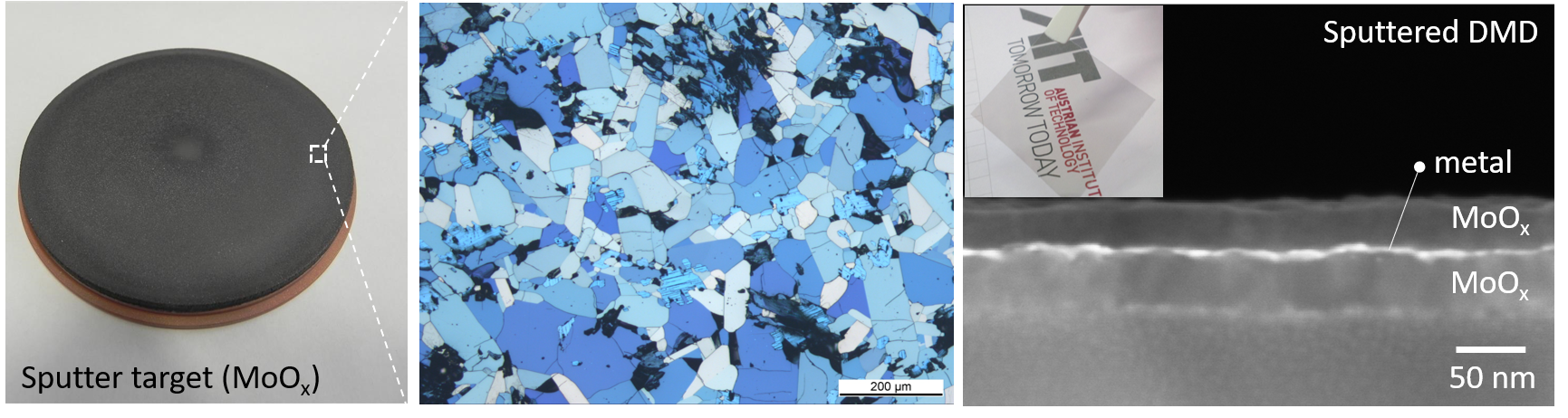
1) The successful fabrication of oxide ceramic targets of MoOx, Nb-doped TiOx and Mo-Ti-Ox sputter targets with appropriate electrical conductivity for sputtering in direct current (DC) magnetron mode, achieving high sputter rates (up to 90 nm/min), compatible with industrial production.
2) The successful optical design and realization of DMD electrodes on PET substrates, based on MoOx, Nb:TiOx (TNO) and Mo-Ti-Ox (MTO) dielectrics, combined with thin layers of Ag, but also Au which was used finally by virtue of its chemical stability in combination with the perovskite absorber. Certain DMDs showed figure-of-merit (combination of optical transmittance and sheet resistance) that surpasses the commercial ITO-on-PET.
3) We have achieved very fast deposition of DMD electrodes, with total deposition time down to several minutes for the whole electrode and without substrate heating.
4) MoOx-based DMD electrodes were stable under processing conditions applied in the fabrication of perovskite (or organic) solar cells. Specifically, MoOx was stable for processing with solvents like DMF, DMSO, toluene and chlorobenzene. The MoOx-based electrodes were, on the other hand, unstable in water-based processing. It was also shown that the use of Ag in the DMD, combined with methylammonium-lead-iodide perovskite layers, leads to the chemical reaction of the metal and the fast degradation of the electrode over time.
5) Drastic enhancement of the water stability of the DMD electrode was achieved by using mixed oxide compounds. That permited the long-term storage of these electrodes in ambient conditions and their processing with water-based dispersions or solutions, such as the water-based PEDOT:PSS.
6) The electronic properties of the MoOx and MTO films were found appropriate for use as anodes, with work function of 5.0-5.2 eV.
7) Highly stable DMD cathodes, based on TNO and Ag or Au, were fabricated at high sputter rates, and with suitable work function for a cathode of 4.2 eV.
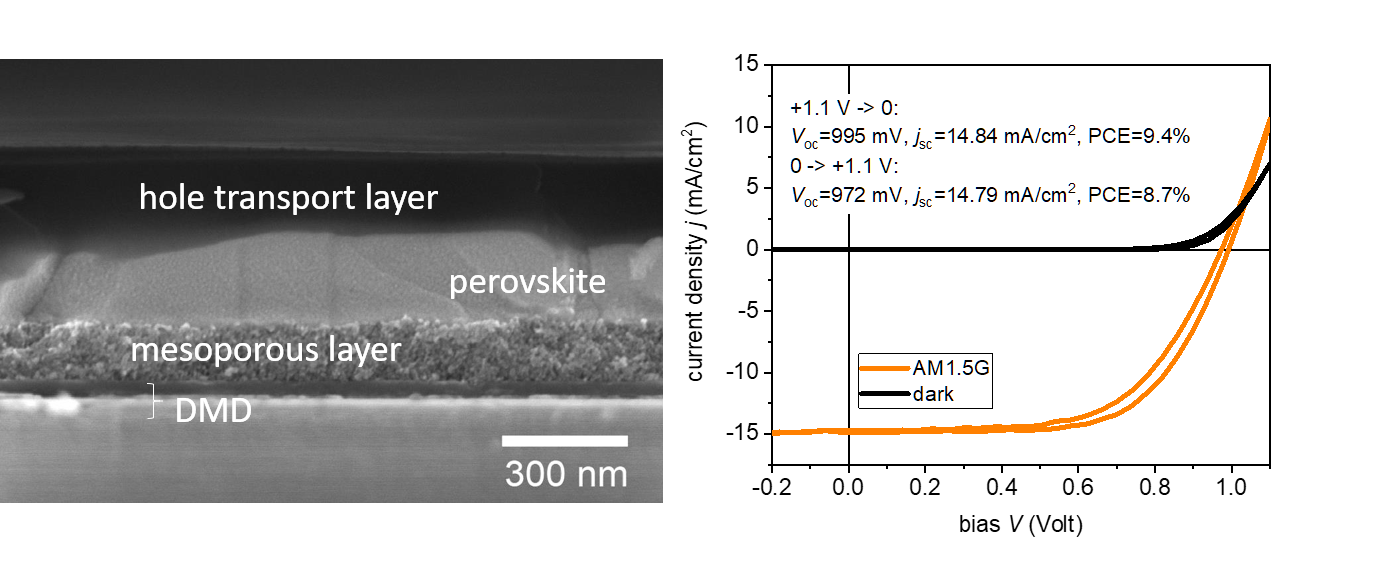
8) The TNO-based DMDs were successfully combined with low temperature-processed TiO2 mesoporous layers, to obtain a unique, highly conductive, TiO2-based, mesoporous electrode that facilitates the processing of the absorber in perovskite solar cells.
9) DMD anodes and cathodes were successfully up-scaled to a R2R process with a 300 mm-wide roll. For this, 300 mm-long sputter targets were fabricated at Plansee and AIT has transferred the deposition recipes to the industrial subcontractor (Sunplugged).
10) The TiO2-based cathode, implementing the mesoporous layer, fosters easy and reproducible perovskite absorber processing and efficient solar cells, with power conversion efficiency about 10%.
11) The stability of the electrical resistance of the DMD electrodes (anodes and cathodes) upon cyclic bending, under tensile and compressive stress, is orders of magnitude higher than that of PET/ITO.

Dr. Theodoros Dimopoulos
Theodoros Dimopoulos received his PhD in Condensed Matter Physics from the University Louis Pasteur in Strasbourg and his Master’s and Bachelor’s in Physics from the National University of Athens. He was a post-doc Marie-Curie fellow at Siemens AG in Erlangen. Since 2005 he is researcher in AIT, currently in the position of Senior Scientist. His field of research is on thin film and nanostructured materials for energy conversion.
Steckbrief
-
Projektnummer863517
-
Koordinator
-
ProjektleitungTheodoros Dimopoulos, theodoros.dimopoulos@ait.ac.at
-
Partner
-
Schlagwörterflexible photovoltaics, perovskite solar cells, transparent electrodes
-
FörderprogrammSOLAR-ERA.NET Cofund 1
-
Budget904.284 €